
The Paradigm Shift To Continuous Flow Processes: A Holistic View

The need for continuous flow manufacturing of active pharmaceutical ingredients and fine chemicals continues to grow, as it offers a number of important advantages over traditional batch manufacturing in terms of quality, safety, and sustainability of the overall process.
For pharmaceutical companies looking to optimize their own manufacturing, finding a contract development and manufacturing organization (CDMO) capable of operating continuous flow processes at commercial scales is paramount to cementing their competitive advantage in the market. To do so requires identifying partners with the expertise, assets, and skills to transition batch processing to continuous flow, scale up dangerous chemistries, and optimize recycling and waste management.
In a recent webinar, “The Paradigm Shift to Continuous Flow Processes: A Holistic View,” Dr. Bert Metten, Technology Development Manager at Ajinomoto Bio-Pharma Services, explored Aji Bio-Pharma’s proven expertise and capabilities in handling dangerous chemistries. Expertise in dangerous chemistries and continuous flow processes is crucial to ensuring the manufacture of safe, efficacious products while also delivering ecological benefits and cost savings.
The benefits of transitioning from batch to flow chemistry are many. They include improved product quality, a smaller environmental footprint, improved speed and safety, and importantly, the latitude to engage in chemistries that are difficult or impossible to achieve through batch processing.
The Benefits of Continuous Flow: Diazomethane Case Study, Phase I
The result of all of Aji Bio-Pharma’s accumulated expertise and investment has been a transformation in the process-level benefits it can garner clients. In a recent case study, the Aji Bio-Pharma team was able to demonstrate its experience with challenging chemistries related to scale-up using diazomethane, an extremely sensitive and volatile chemical used in producing the precursor for a client’s cyclopropanated product. The primary challenge for this application – establishing a sustainable, economically competitive manufacturing process for the product – made it an ideal candidate for translation from batch to flow. While the chemical steps to producing the diazomethane precursor were relatively simple on paper, there were a few inherent issues with optimizing the process with continuous flow.
Because of its experience in producing batch diazomethane and with cyclopropanation more generally, Aji Bio-Pharma proposed translating this process from batch to flow. The project involved a three-step process: the first two steps, based on Aji Bio-Pharma’s existing literature procedure regarding diazomethane, and a final step for in situ diazomethane generation and cyclopropanation.
Aji Bio-Pharma’s batch processes for diazomethane required four vessels; the first reaction was exothermic and required slow addition rates to prevent significant degradation of the thermally labile intermediate. The second and third reactions were also very exothermic, requiring slow addition rates, as well as dilution with solvent, to ensure safety, act as a heat sink, and prevent runaway. All reactions required post-reaction stirring of up to five hours, and two batch reactors were constantly occupied, primarily for storing large amounts of the toxic and potentially explosive precursor, for long periods. This batch processing also created significant waste, both in process and transport, as well as safety concerns related to the long-term storage of diazomethane.
With very large waste volumes, significant solvent consumption, and a challenging target price to meet, the need for a process that was more productive, more environmentally benign, and more limited in its operating costs necessitated a more holistic approach. This approach began in 2014, with a scale-up effort to generate the first tonnes of final product using batch processing. It was at this juncture that Aji Bio-Pharma’s team recognized that the scale-up from lab to pilot was not as straightforward as it seemed on paper – several iterations of reactions were required due to thermally labile intermediates, and ultimately, three slow dosages for the precursor and one for the cyclopropanation in multiple batch vessels. This process also represented the first time Aji Bio-Pharma used on-line monitoring with Raman spectroscopy; it also monitored the headspace of its batch reactors with IR. This headspace monitoring allowed immediate dumping of the reaction mixture in a quench vessel in case abnormally high amounts of diazomethane were observed.
In 2014 and 2015, Aji Bio-Pharma started producing gradually larger amounts of diazomethane – from one ton to eight tonnes and eventually 30 tonnes – all using batch processing. Due to the difficulties the team encountered during scale-up, Aji Bio-Pharma began to consider whether continuous flow processing would improve the production of the diazomethane precursor. Because continuous flow enables faster mixing and limited temperature overshoot, it offers better control, which is invaluable for more volatile substances. The speed of reactions for this continuous flow process, from several minutes for the first addition to a few seconds for the second and third additions, are primarily due to the higher operating temperatures employed in flow without impact to the intermediate.
Aji Bio-Pharma observed that its intermediate did not need to be stored at low temperatures prior to the next addition. As a result of this speed, it could be used directly after it was formed. In the wake of this realization, Aji Bio-Pharma adjusted some of its raw materials and reaction conditions. The team found it could work safely very closely to the onset temperature of the reaction, which is nearly impossible to do in batch. It realized its proof of concept within a relatively short process development timeline, with a total flow of roughly five milliliters per minute.
In 2014, Aji Bio-Pharma began designing a multipurpose reactor for pilot flow processing. Starting from scratch, it took roughly two years for the Aji Bio-Pharma engineering and tech development team to engineer and implement a plug-and-play setup in the pilot, with much of that time consumed getting the pilot system’s flexible automation right. In 2016 it was ready, tested, and used in the first commercial project the company had performed in pilot: diazomethane precursor synthesis. In the summer of 2016, the first 50Kg of good-quality diazomethane precursor was produced in the continuous flow pilot setup at a productivity of approximately 47 times the previously recorded lab productivity. After customer approval and a small round in the lab, the multi-step process was optimized in 2017 during the next pilot campaign. Good conversion in batch cyclopropanation was obtained during subsequent steps.
Following this optimization, the CDMO launched successful pilot testing, investigating continuous workup after focusing its first years almost exclusively on flow reactions. Among the different extraction techniques tried, the counter current column was identified as the best tool to recover lost OEB5 material from the process’s acidic aqueous waste stream. The workup in the extraction column could be telescoped with the neutralization and removal of acid traces in the product stream. The extraction was performed in a simple air-cooled tubular reactor. Phase separation of the well-mixed phases was performed in a homemade glass settler using overflow glasses.
In 2018, following the successful proof of concept of reaction and extraction, Aji Bio-Pharma began to design its commercial production plant. The scale-up to production in a dedicated setup was realized in 2020. Mirroring the pilot, the full-scale production plant featured tubular reactors for the relatively slow first step and a larger Chemtrix SIC reactor for faster exothermic reactions. Acid waste was extracted using counter current extraction columns, while the neutralization was performed in tubular reactors and settlers. Reaction and workup in flow was performed at approximately 28 times the pilot scale.
A Holistic Approach: Diazomethane Case Study, Phases II and III
The development and scale-up of its diazomethane production process represented Phase I of Aji Bio-Pharma’s holistic approach. While it offered an important proof of concept for both Aji and the client, there were still issues that needed addressed: chiefly, how to deal with the large waste streams that remained in the process, as well as whether the cyclopropanation step could also be translated to flow.
The biggest factor in the cost of goods for this process was linked to the recovery and recycling of raw materials, as well as the treatment of waste streams emanating from the reactors. By incorporating thin film evaporation and fractional distillation of the organic product stream coming from the batch cyclopropanation, Aji Bio-Pharma discovered it could recover a very large part of the solvent and starting material A. Both these recovered materials could subsequently be used in the synthesis of diazomethane precursor and its subsequent workup.
Concurrently, Aji Bio-Pharma focused on the recovery of the palladium used in the process by employing lessons learned from a recent industrial collaboration project funded by the Flemish government. That project (called SUMems) was a collaboration between Aji Bio-Pharma, Inopsys, and a few other partners, including Janssen Pharma and several academic institutions. The outcome of this project was a plant-on-a-truck setup, which treated the process stream with CO2 to lower the pH and formed a bicarbonate stream where greater than 75% of the palladium could be recovered affordably. The recovered palladium equated to monetary value for the client and the bicarbonate stream was found to be suitable for use in the workup of the diazomethane precursor.
Initially, all aqueous waste streams were collected and treated with a very strong base to destroy the residual OEB5 compounds. This necessitated the purchase of large volumes of strong base – at least 1Kg of base per Kg of final product. As production scaled, the volumes of strong alkaline waste produced were not compatible with Aji Bio-Pharma’s wastewater treatment, and neutralizing the waste would require very high volumes of acids. Additionally, Aji could not use the caustic waste stream of the cyclopropanation step because that stream was already partially neutralized with CO2 in order to extract the palladium; further dilution would make this metal recovery less efficient. To address this, Aji Bio-Pharma elected to pursue thermal treatment of its aqueous waste. This both removes the chemical step and frees up batch capacity, as Aji was able to use a flow reactor heat exchanger to perform this step.
In phase III, the goal became to perform cyclopropanation with diazomethane in flow. Multiphase reactions are challenging to scale; the product and precursor exist in an organic layer that must be mixed intimately with the base in an aqueous layer. This generates equimolar amounts of nitrogen gas with traces of diazomethane. This mixing must remain equivalent from lab to pilot to commercial scale. When this mixing was performed with Aji Bio-Pharma’s standard tubular reactors, the result was subpar. Consequently, the team began investigating and found that its biphasic mixing could be immediately improved by the introduction of a sonication bath. Aji found that by using large-bore coiled tubing and a low pressure drop static mixer and pulsator, it could accomplish scaling the multiphasic reaction.
Ultimately, Aji Bio-Pharma was able to demonstrate that its transition to continuous flow processing afforded it a far more selective reaction. This gave the team the latitude to push reaction conditions in order to achieve optimal results for its customer, reducing its diazomethane precursor consumption by 20 percent, its catalyst usage by 25 percent, and its base and solvent amounts by 50 percent. Based on the latest results from its commercial plant, Aji was able to drastically improve the cost of goods, reducing costs by between 10 and 25 percent and cutting the cost of waste treatment by as much as 46 percent. The project and commercial scale plant design are ongoing and represent Aji Bio-Pharma’s approach to collaborative process design to meet its clients’ needs.
About Aji Bio-Pharma’s Continuous Flow Expertise
Ajinomoto Group is a global manufacturing company that specializes in a cross-section of fields related to health and well-being, including pharmaceuticals, nutraceuticals, foods, specialty chemicals, and beauty. Ajinomoto Bio-Pharma Services, its contract development and manufacturing organization (CDMO), specializes in a range of manufacturing, analytical, and development services related to small molecules, biologics, and cell and gene therapies. With roughly 1,500 employees across four countries, Aji Bio-Pharma produces more than 2 billion doses distributed across more than 150 countries each year.
Aji Bio-Pharma’s Center of Excellence in continuous flow processes, located in Belgium, serves a global customer base. Its center boasts a wealth of expertise in highly potent APIs and complex chemistries. Its small molecule manufacturing capabilities are the result of decades of experience, from hydrides reduction to enzymatic conversion to a host of other chemistries. Other key expertise housed at Aji’s Center of Excellence include capabilities in organometallic, cryogenic, and oxidation chemistries; and energetic reactions, catalytic hydrogenation, and various other complex, toxic, and potent chemistries. Until a few years ago, these applications were performed in batch. Aji’s transition to continuous flow was spurred by the various advantages it offers when compared to batch processing including enabling a much wider range of operating conditions, greater temperature control, and more optimal mass and heat transfer.
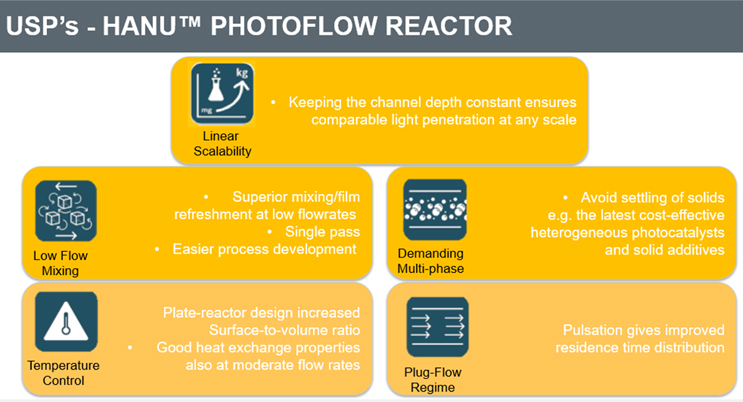
In order to maximize the advantages achieved by continuous flow processing, Aji Bio-Pharma has invested heavily in its laboratory capabilities with new modular setups, including reactors, automated pumps, and other novel equipment like its photoflow reactor. Commensurately, Aji Bio-Pharma has invested in the process analytical technologies (PAT), such as Raman spectroscopy and extraction equipment, including membrane-assisted phase separators, mixers, and settlers. In transitioning processes from batch to flow, Aji Bio-Pharma conducts scale-up studies, continuous improvement projects, and feasibility testing to improve the sustainability and economics of its applications. The insights gained through this evaluation have resulted in other equipment investments, such as Chemtrix scalable flow reactors and tubular flow reactors developed in-house. Aji Bio-Pharma’s other novel equipment, including its pilot-scale HANU™ 150 Flow Reactor and its CØPE Reactor, help to round out its capabilities, particularly for high-temperature, high-pressure, slurry-compatible applications.